


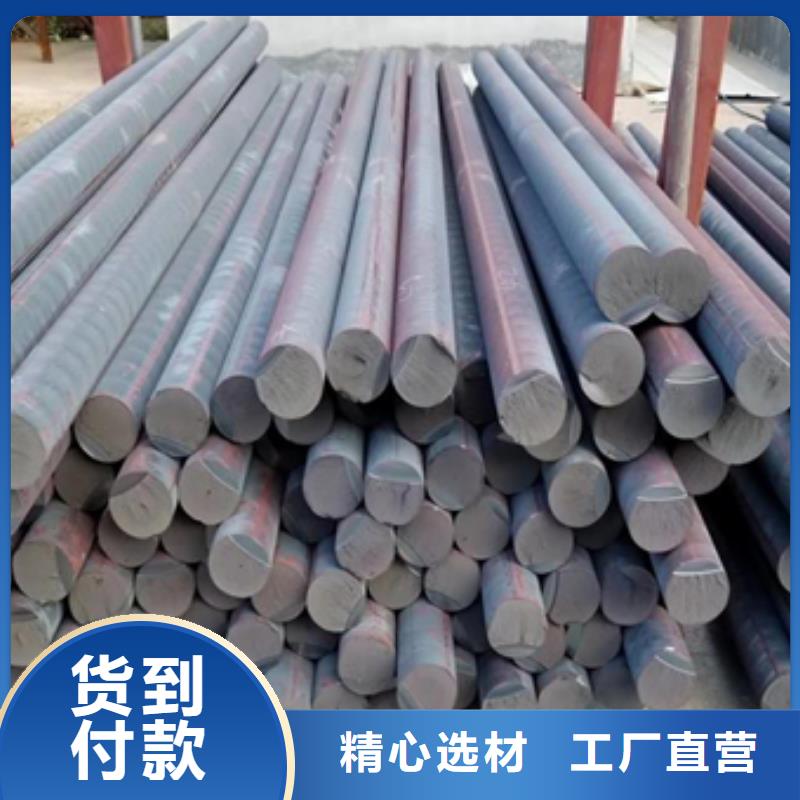
以下是:专注生产制造多年<亿锦>灰口铸铁ht250圆棒零卖的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 名称 铸铁棒 材质 球墨铸铁棒/灰口铸铁棒 生产工艺 水平连铸 标准 国标 规格 ?20mm-580mm 产地 山东 价格 5.6元/公斤 应用范围 机械加工和精密制造 产品优势 无气孔、砂眼、夹渣、裂纹等缺陷 专注生产制造多年<亿锦>灰口铸铁ht250圆棒零卖,内蒙古自治区赤峰市亿锦铸铁球墨铸铁棒厂家为您提供专注生产制造多年<亿锦>灰口铸铁ht250圆棒零卖,联系人:邢经理,电话:0527-88266888、17768165506,QQ:1799311315,请联系内蒙古自治区赤峰市亿锦铸铁球墨铸铁棒厂家,发货地:经济开发区发货到赤峰。 内蒙古自治区,赤峰市 2022年,赤峰市实现地区生产总值2148.4亿元,同比增长2%。
想一睹专注生产制造多年<亿锦>灰口铸铁ht250圆棒零卖产品的真实风采吗?视频呈现更直观,速来观赏!
以下是:专注生产制造多年<亿锦>灰口铸铁ht250圆棒零卖的图文介绍商品细节
安装方法
研究灰铸铁消失模铸造法金属液充型过程的规律,对于消失模铸造工艺设计、铸件质量控制及流场和温度场的数值模拟具有重要意义。 本文利用自行研制的32通道开关量/32通道温度模拟量计算机数据采集系统,用正交试验设计方法研究了工艺参数对灰铸铁消失模铸造充型速度的影响。通过线性回归,建立了线性回归方程,对影响充型速度的诸多因素——负压度、模样密度、涂料透气性、浇注温度、金属液静压头、内浇道尺寸、模样厚度进行了筛选。
在铸铁型材中,碳能以化合态的渗碳体和游离状态的石墨两种形式存在,游离状态的石墨容易形成片状结构。这是由于石墨的晶格为简单六方晶格,基面中的原子间距142nm,原子间结合力较强;而两基面间的面间距340nm,因基面间距较大,原子间结合力较弱,故结晶时易形成片状结构,且强度、塑性和韧性极低,接近于零,硬度仅为3HBS。另外,在碳原子的四个价电子中,只有一个价电子参加到电子气中去,这便是石墨具有某些不太明显的金属性能(如导电性)的原因。
球化反应控制的关键是镁的吸收率,温度高,反应激烈,时间短,镁烧损多,球化效果差;温度低,反应平稳,时间长,镁吸收率高,球化效果好。因此,一般在保证足够浇注温度的前提下,宜尽可能降低球化处理温度,控制在1420~1450℃。球化剂要砸成小块,粒度一般在5~25mm,加在包底,再在上面加硅铁和铁屑。
孕育处理是球墨铸铁生产过程中的一个重要环节,它不仅促进石墨化,防止自由渗碳体和白口出现,而且有助于球化,并使石墨变得更细小,更圆整,分布均匀,从而提高球墨铸铁的力学性能。孕育剂一般多采用FeSi其加入量根据对铸件的力学性能要求,一般为0.8%~1.0%。孕育剂的粒度根据铁液量多少,一般砸成5~25mm的小块。孕育剂应保持干净、干燥。 球化剂和孕育剂要在出铁前加入包中,在连续生产时,刚出完前一炉铁后,包很热,过早加入会使其粘结在包底而削弱球化和孕育效果。为了延迟球化反应时间,增强球化和孕育效果,要在球化剂和孕育剂的上面覆盖一层铁屑。球化处理的方法较多,一般多采用操作简便的冲入法处理球铁。 在正交试验的基础上,对所确定的主要工艺因素对于充型速度的影响进行了系统的测试,通过改变负压度、模型密度、浇注温度、金属液静压头、涂料透气性、浇注方案、模型几何形状等参数,研究了各工艺因素对充型过程的影响,获得了在各种条件下金属液充型的等时曲线图,通过对其进行分析,找出了金属液充型形态的规律,定量地确立了主要工艺因素对充型速度影响的规律。对比分析了开关量采集到的流场数据与热电偶测温技术所获得的流场数据。结果表明: 1灰铸铁消失模铸造充型过程中流动金属前沿呈放射弧线状向前充填。 2试验条件下,工艺因素对充型速度影响作用由大到小的顺序为:负压度、模样 西安理工大学硕士学位论文 密度、浇注温度、金属液静压头、模样厚度、涂层透气性、内浇道面积。 3 负压度是影响充型形态和充型速度的关键因素。用消失模铸造法得到健全灰 铸铁件的基本条件是在-200mmhg~400nunhg的负压度范围内浇注。 4金属液充型速度随模样密度增加而降低。 5金属液充型速度随着浇注温度的升高,开始时增加,超过一定值后随着浇注温 度的进一步提高,充型速度反而降低。适用场景
具体案例
采用数值模拟手段可以有效地揭示消失模水平连铸中液态金属的充型规律和模样-金属液相互作用机理,预测水平连铸缺陷的产生。为优化水平连铸工艺设计、提高铸铁型材质量提供理论指导。 针对消失模水平连铸技术的特点,应用三维造型软件UG进行实体建模并采用水平连铸模拟软件ProCAST模拟了板形灰铸铁型材的消失模水平连铸充型过程,获得了各种工艺因素对消失模水平连铸充型过程中金属液的充型速度、气膜压力、气膜厚度及金属液前沿温度的影响规律。得到以下主要结论: 1、液态金属充型速度随浇注温度、负压度和涂层透气性的增大而增大,随模样密度和涂层厚度的增大而减小; 2、气膜厚度和气膜压力随浇注温度、模样密度、涂料层厚度的增大而增大,随负压度和涂层透气性的增大而减小; 3、金属液流动前沿温度随模样密度和涂层厚度的增大而下降,随负压度的增大而提高;按照优化后的工艺参数进行实际生产,得到了合格的铸铁型材,验证了数值模拟的可靠性。 近年来,随着计算机技术的飞速发展,水平连铸CAE技术已被大量应用于实际生产当中,如铸铁型材充型凝固过程的数值模拟、应力场数值模拟、铸铁型材微观组织的数值模拟等。而在此基础上,对铸铁型材的力学性能进行预测也一直是学者研究的重点和难点之一。
专注生产制造多年<亿锦>灰口铸铁ht250圆棒零卖,内蒙古自治区赤峰市亿锦铸铁球墨铸铁棒厂家为您提供最新专注生产制造多年<亿锦>灰口铸铁ht250圆棒零卖产品案例,联系人:邢经理,电话:0527-88266888、17768165506,QQ:1799311315,发货地:经济开发区。





